Spannfutter
Als Spannfutter wird eine Vorrichtung bezeichnet, die an Werkzeugmaschinen und Elektrowerkzeugen wie einer Bohrmaschine oder einer Drehbank die Einsatzwerkzeuge wie Bohrer oder Fräser aufnimmt (Bohrfutter). Das Spannfutter kann auch das zu bearbeitende Werkstück aufnehmen. In diesem Fall wird es auch als Drehfutter oder umgangssprachlich Amerikaner bezeichnet.
-
 Dreibackenfutter an einer Drehmaschine
Dreibackenfutter an einer Drehmaschine -
 Oben ein werkzeugloses Schnellspann-Bohrfutter mit Morsekegeladapter zur Aufnahme in einer Ständerbohrmaschine.
Oben ein werkzeugloses Schnellspann-Bohrfutter mit Morsekegeladapter zur Aufnahme in einer Ständerbohrmaschine.
In der Mitte ein Zahnkranzbohrfutter mit nebenliegenbem Morsekegeladapter.
Unten ein Bohrfutterschlüssel passend zum Zahnkranz-Bohrfutter. -
 Zahnkranzbohrfutter
Zahnkranzbohrfutter -
 Einfaches Bohrfutter eines alten Drillbohrers, die Überwurfmutter zum Zusammenziehen der Backen fehlt
Einfaches Bohrfutter eines alten Drillbohrers, die Überwurfmutter zum Zusammenziehen der Backen fehlt -
 Spannzange einer Dremel Mini-Bohrmaschine
Spannzange einer Dremel Mini-Bohrmaschine -
 Schrumpffutter mit Vollhartmetallfräser – Spannzange mit Fasenfräser – Ausdrehkopf
Schrumpffutter mit Vollhartmetallfräser – Spannzange mit Fasenfräser – Ausdrehkopf -
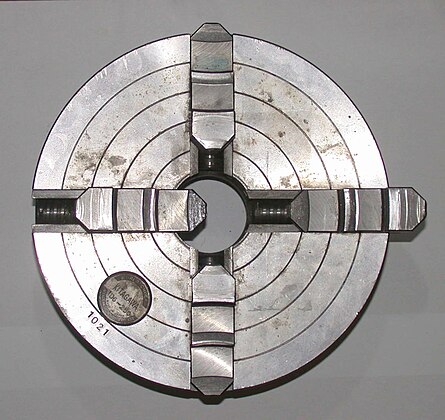 Vierbacken-Planscheibe mit unterschiedlich eingestellten Backen
Vierbacken-Planscheibe mit unterschiedlich eingestellten Backen -
 Selbstzentrierendes Dreibackenfutter mit Planspirale
Selbstzentrierendes Dreibackenfutter mit Planspirale -
 Drehfutter mit sechs Backen
Drehfutter mit sechs Backen


.jpg)
.jpg)





Spannkopffutter und Spannzangenfutter
BearbeitenSpannkopffutter arbeiten in der Regel nach dem Zugprinzip. Der Spannkopf wird mittels einer Wechselvorrichtung in die Zugmechanik eingekuppelt. Der Spannzylinder zieht ihn über das Zugrohr in den Kegel des Futterkörpers. Bindeglied zwischen Zugrohr und Zugmechanik ist der Zugrohradapter. Er und der Spindelflansch werden jeweils maschinenspezifisch angepasst. Spannkopffutter sind auf hohe Wuchtgüte gewuchtet und verfügen futterseitig über eine Hubbegrenzung in beiden Richtungen. Alle Spannbacken des Spannkopfs besitzen eine Nut für die Radialfixierung. Spannkopffutter zeichnen sich durch eine hohe Steifigkeit, Rundlaufpräzision und Umrüstfreundlichkeit aus.
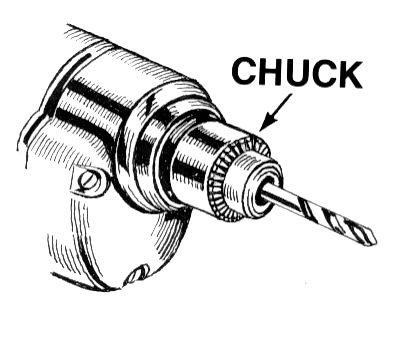
Bohrfutter
BearbeitenBohrfutter besitzen oft drei Spannbacken (Dreibackenfutter), um Werkzeuge mit zylindrischem Schaft oder stabförmige Werkstücke festzuklemmen. Durch Verdrehen der äußeren Hülse des Bohrfutters werden die Spannbacken in eine Aufnahme mit Innenkonus geschoben, wodurch sie sich aufeinander zubewegen und den eingelegten Werkzeugschaft verspannen.[1] Schnellspann-Bohrfutter werden von Hand geschlossen und geöffnet, während sich traditionelle Zahnkranz-Bohrfutter nur mit einem passenden Bohrfutterschlüssel betätigen lassen. Drillbohrer werden auch mit 4-züngiger Spannzangen ausgestattet, um sehr kleine Bohrer mit Vierkantschaft aufzunehmen. Gewöhnliche verstellbare Bohrfutter werden an einfachen Ständer- und Handbohrmaschinen zum Einspannen zylindrischer Schäfte bis 16 mm Durchmesser eingesetzt. Bei Handbohrmaschinen ist die Aufnahme meist auf 10 oder 13 mm Durchmesser begrenzt. Geradschleifer besitzen oft Aufnahmen für Werkzeugschäfte mit 6 oder 8 mm Durchmesser. Miniaturbohrmaschinen (Dremel) werden meist mit mehreren Spannzangen ausgeliefert, die sich jeweils nur für einen Schaft-Durchmesser von 0,8, 1,6, 2,4 oder 3,2 mm eignen (entspricht 1/32, 1/16, 3/32 und 1/8 Zoll).
In der Regel ist das Aufnahmegewinde des Bohrfutters auf der Antriebswelle ein Feingewinde UNF 1/2″ × 20 mit einem Außendurchmesser von ca. 12,7 mm. Besonders kleine Bohrmaschinen besitzen gelegentlich UNF 3/8" Gewinde auf der Antriebswelle. Bei Bohrmaschinen, die auch auf linkslaufend betrieben werden können, muss ein aufgeschraubtes Bohrfutter in der Regel gesichert werden, um sich im Linkslauf nicht zu lösen. Meist geschieht dies durch eine Schraube mit Linksgewinde, die mittig durch das geöffnete Bohrfutter eingeführt und in die Antriebswelle geschraubt wird.
Bohrhämmer sind heute vielfach mit SDS-Bohrfutter ausgestattet, in denen Meissel, Beton- und Steinbohrer nicht durch Kraftschluss, sondern ausschließlich durch Formschluss gehalten werden. Das Werkzeug ist dadurch weniger genau zentriert, kann sich aber zur Übertragung der Hammerschläge axial vor und zurück bewegen. Früher waren auch Bohrfutter mit Sechskant-Aufnahme verbreitet.
Aufgrund der höheren Drehmomente werden die Werkzeuge von Säulen- oder Ständerbohrmaschinen, Fräsmaschinen und Bohrwerken über Morsekegeladapter oder mit Werkzeugaufnahmen eingespannt, die durch Abflachungen oder ähnliches einen Formschluss mit dem Werkzeug herstellen, um dieses am Durchrutschen zu hindern.
Für Werkzeugmaschinen gibt es Aufnahmen mit Hohlschaftkegel oder Steilkegel für Bohrer, die als Whistle-Notch oder Weldon ausgeführt sind. Dabei ist am Bohrerschaft eine Fläche angebracht, an der eine Schraube den Bohrer in der Aufnahme fixiert. Des Weiteren können Bohrer mit zylindrischem Schaft in Schrumpfaufnahmen von Werkzeugmaschinen gespannt werden.
Drehfutter
BearbeitenAls Drehfutter wird das Spannfutter bei Drehmaschinen oder auch bei Drechsel-/Drehbänken bezeichnet.
Sie werden entweder direkt passend für das Aufnahmesystem der Drehmaschine geliefert oder aber mittels eines sogenannten Flansches an der Maschine befestigt, der auf der einen Seite die Aufnahme der Maschine hat, auf der anderen Seite auf die Form des Spannfutters abgedreht wurde. Das Abdrehen dieser Futterseite erfolgt aus Präzisionsgründen direkt auf der Drehmaschine, auf der das Futter verwendet werden soll.
Die gewöhnlichen Futter spannen vorzugsweise runde oder regelmäßig geformte drei- und sechskantige Werkstücke in drei Backen (Dreibackenfutter), formgenaue runde sowie vier- oder achtkantige Werkstücke in vier Backen (Vierbackenfutter). Sonderformen tragen auch zwei oder mehr als vier Backen.
Beim Anziehen bewegen sich die Backen gleichmäßig in Richtung zur Drehachse, so dass das Werkstück immer zentriert befestigt wird. Hier unterscheidet man das Planspiralfutter und das Keilstangenfutter; beim Planspiralfutter werden die Backen mittels der durch den Spannschlüssel gedrehten Planspirale verfahren; bei dem von der Schweizer Firma Reishauer entwickelten Keilstangenfutter verwendet man synchron laufende Keilstangen, welche die Spannbacken radial bewegen und damit bei Backenfuttern beste Rundlaufeigenschaften erzielt.
Zur üblichen Grundausstattung eines Drehfutters gehören jeweils ein Satz Bohr- und ein Satz Drehbacken; Bohrbacken sind von Futtermittelpunkt nach außen abfallend gestuft und erlauben so eine gute Bearbeitung von z. B. Stangenmaterial; Drehbacken sind von außen nach innen abfallend gestuft und erlauben so z. B. das Spannen größerer Werkstückdurchmesser.
Die Spannbacken sind im Normalfall aus gehärtetem Stahl, einen besseren Rundlauf erzielt man jedoch mit weichen Spannbacken, da sich hier durch Ausdrehen der Spannbacken das Spiel in den Führungen ausgleichen lässt. Zusätzlich gibt es auch spezielle sogenannte geteilte Backen, die über einen Grundkörper, der von der z. B. Planspirale bewegt wird, und aufschraubbare weiche Backen verfügen.
In einigen, speziellen Drehfuttern befinden sich, um den Fliehkräften der Spannbacken bei hochtourigen Drehmaschinen entgegenzuwirken, im Futterkörper Fliehgewichte, welche über Hebel die Backen an das Werkstück pressen.
Handbetätigte Spannfutter werden meist bei konventionellen Drehmaschinen, aber auch bei z. B. Teilapparaten verwendet. Sie müssen mit einem Spannschlüssel geöffnet bzw. geschlossen werden. Hydraulische Spannfutter (Kraftspannfutter) kommen meist bei CNC-Maschinen zum Einsatz. Sie werden manuell durch ein Pedal oder bei automatischer Bestückung durch die Steuerung programmgesteuert betätigt (Beispiel: Stangenmaterial wird mit dem Stangengreifer automatisch aus dem Spannfutter nachgezogen).
Sonderformen des Drehfutters:
- die sogenannte Planscheibe: sie verfügt über (zumeist vier) separat verstellbare Backen, die so das Spannen von Teilen mit asymmetrischer Spannfläche ermöglicht, z. B. einer Kurbelwelle.
- die Aufspannscheibe: sie besteht aus einer planen Scheibe und hat keine Backen; an ihr werden Sonderteile mittels Verschrauben oder mithilfe von Spannpratzen befestigt und gedreht.
- das Wescott-Futter: Es vereint Planspiralfutter und Planscheibe, man kann die Backen separat verstellen wie bei der Planscheibe, die verstellten Backen aber gemeinsam öffnen und schließen wie beim Planspiralfutter.
Sowohl Planscheibe als auch Aufspannscheibe werden aufgrund der entstehenden Unwuchten nur mit geringeren Drehzahlen betrieben.
Weitere Spannmittel an der Drehmaschine: Zweibackenfutter, Spannen zwischen Spitzen, Drehdorne und Spanndorne, Hydro-Dehnspannfutter, Spannzange, Lünette (Setzstock).
Schrumpfspannfutter
BearbeitenEines der genauesten Spannverfahren auf Fräsmaschinen in Hinsicht auf Rundlaufgenauigkeit bietet das Spannen mit einem Schrumpfspannfutter. In der Stirnseite des Futters befindet sich eine Bohrung, die ca. 3–7 µm kleiner ist als der Durchmesser des Fräserschaftes. Durch Erwärmen mittels Induktion dehnt sich das Futter aus und der Fräser kann eingelegt werden. Beim Erkalten und dem damit verbundenen Zusammenziehen des Materials spannt das Futter das Werkzeug kraftschlüssig und formgenau.
Für jeden Schaftdurchmesser wird ein passendes Futter benötigt.
Leichtbauspannfutter
BearbeitenFür manche Einsatzzwecke werden besonders leichte Spannfutter aus carbonfaserverstärktem Kunststoff hergestellt.[2] Das geringere Gewicht schont die Maschinen. Die deutlich geringere Massenträgheit erlaubt kürzere Beschleunigungszeiten. Bearbeitungszeiten und Stückkosten lassen sich damit senken.[3]
Spannfutter mit Messintelligenz
BearbeitenZur Messung direkt im Prozess gibt es Spannmittel mit integriertem Messsystem, das während der Produktion kontinuierlich Parameter wie Werkstückdurchmesser, Temperatur, Werkstückanlage und Spannkraft misst. Über berührungslose Daten- und Energieübertragung werden die Messdaten direkt an die Maschinensteuerung geleitet und ausgewertet.[4] Die Steuerung der Werkzeugmaschine vergleicht dann Soll- und Istwerte. Kommt es zu Abweichungen, wird eine Meldung ausgegeben oder direkt eine Korrektur in die Wege geleitet.[5]
Weitere Spannfutter
BearbeitenSpannfutter an Handwerkzeugen (z. B. zum Einspannen von Wechselklingen in Skalpellen oder zum Fixieren verschiedener Nadelfeileinsätze in einem Feilenheft) funktionieren oft nach dem gleichen Prinzip, können aber mechanisch weniger aufwändig gebaut sein, da meist nicht mit hohen Geschwindigkeiten gearbeitet wird.
Literatur
Bearbeiten- Heinrich Matuszewski: Handbuch Vorrichtungen. Konstruktion und Einsatz. Friedrich Vieweg & Sohn Verlag, Braunschweig 1986, ISBN 3-528-04005-X.
- Bozina Perovic: Vorrichtungen im Werkzeugmaschinenbau. Grundlagen – Berechnung und Konstruktion. Springer Vieweg, Berlin / Heidelberg 2013, ISBN 978-3-642-32706-3.
- Karl Schreyer: Werkstückspann. Vorrichtungen, Springer Verlag, Berlin / Heidelberg 1949.
- Heinz Tschätsch: Praxis der Zerspantechnik. Verfahren – Werkzeuge – Berechnung. 7. Auflage. Friedrich Vieweg & Sohn Verlag, Wiesbaden 2005, ISBN 3-528-44986-1.
- Günter Spur (Hrsg.): Handbuch Spanen und Abtragen. Carl Hanser Verlag, München 2014, ISBN 978-3-446-42826-3.
Weblinks
BearbeitenEinzelnachweise
Bearbeiten- ↑ Schnittbild eines Schnellspann-Bohrfutters. In: Werkzeugaufnahmen zum Bohren, werkstatt-betrieb.de; abgerufen am 14. August 2018.
- ↑ https://www.werkstatt-betrieb.de/a/article/article-233709
- ↑ https://www.hainbuch.com/presse/presse-detailseite/thinking-leichtbau-award-fuer-torok-cfk-iq-spannfutter/
- ↑ https://www.maschinenmarkt.vogel.de/hainbuch-praesentiert-ein-spannfutter-mit-integrierter-sensorik-a-93359/
- ↑ Scheidegger, Patrick (2016): CNC-CAM-Techniken
{kind=link}